
弧形钢制闸门的制作工艺 弧形钢制闸门安装及调试
家居装修设计网2015-06-12 14:16
前进弧形钢制闸门是与平面闸门相比而言。弧形闸门具有圆弧形的挡水门叶,当启闭闸门时,闸门绕一固定支铰的水平轴转动。由于铰轴中心一般布置在弧形面板的圆心处,故作用在面板上的全部水压力通过形心,启门时只需克服闸门自重以及止水和铰轴的摩阻力对轴心的阻力矩。弧形闸门具有启闭省力,运转可靠,泄流条件好,并且能满足各种类型泄水孔道需要的优点。因此弧形闸门在方案选择中为优先考虑的门型之一。下面就跟我一起来了解下弧
前进弧形钢制闸门是与平面闸门相比而言。弧形闸门具有圆弧形的挡水门叶,当启闭闸门时,闸门绕一固定支铰的水平轴转动。由于铰轴中心一般布置在弧形面板的圆心处,故作用在面板上的全部水压力通过形心,启门时只需克服闸门自重以及止水和铰轴的摩阻力对轴心的阻力矩。弧形闸门具有启闭省力,运转可靠,泄流条件好,并且能满足各种类型泄水孔道需要的优点。因此弧形闸门在方案选择中为优先考虑的门型之一。下面就跟我一起来了解下弧形钢制闸门的制作工艺,弧形钢制闸门安装及调试的相关介绍吧!
弧形钢制闸门优缺点
一、优点
1)依据工程需要,可封闭相当大的孔口尺寸;
2)闸墩的厚度较小;
3)没有影响水流流态的门槽,泥沙多时工作状态好;
4)启闭力较小;
5)埋设件数量较少等。
二、缺点
1)需要较K的闸墩;
2)闸门所占的空间位置较大;
3)工作闸门不能提出孔口以外进行检修维护,也不能在孔口间进行互换;性,对土建结构要求较高。
弧形钢制闸门的结构布置与形式
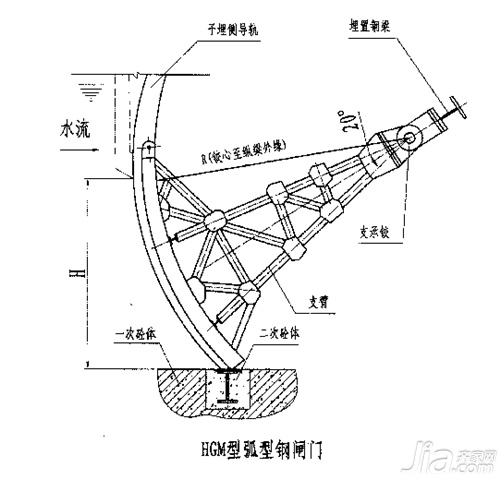
支承铰的位置与弧面半径
弧形钢制闸门的支承铰是整个闸门中最重要的组成部分,除将闸门所承受的总水压力和一部分门重传给支座外,同时又是启闭闸门转动的支承中心,选定支承铰的位置对启门力的大小和闸门工作的可靠性都有较大的影响。在露顶弧形闸门中,支承铰—…般设置在闸墩的侧面上,其位置应使它不致于被泥沙堵塞和受到飘浮物冲击的高程上,以便于维护和检修。河道水闸上的弧形闸门,支承铰可设在高于下游校核洪水位o.5m处)。支铰位置越高,弧面越长,承受水压越大,耗费的钢材也就越多,所以在满足不被漂浮物冲击的情况下,一般应将支铰高程设在1/2门高处为官。当然支铰的位置越高,对软基上闸底板应力的调整比较有利。在溢流坝上,因闸门下游水面陡降,可将支铰布置在门槛以卜。对于潜孔式弧形闸门,支承铰的位置一般布置在1.1倍闸门高度以上。
弧面半径R由闸门高度H和支铰的位置而定,露顶闸门一般采用尺=(1.o~1.5),只值越大,即当支臂越长时,相应闸墩也越长,启闭力可减小,一般潜孔闸门/c=(L1~2.2)H,当只接近//时,虽启闭力可能加大,但町改善支臂的稳定性和缩短闸墩长度。根据国内外资料研究表明弧形闸门的弧面半径R有缩小的趋势,当然R过小会增加弧面长度和闸门所承受的总水压力。
弧形钢制闸门的制作工艺
1、弧形闸门制造按设计图纸和GB/T14173-2008的有关规定执行。
2、焊缝分类:一类焊缝,闸门主梁、边梁的腹板及翼缘板的对接焊缝,闸门吊耳板的对接焊缝,闸门主梁与边梁腹板连接的组合焊缝及翼缘板连接的对接焊缝;二类焊缝,闸门面板的对接焊缝,闸门主梁、边梁的翼缘板与腹板的组合焊缝及角焊缝,吊耳板与门叶的组合焊缝主梁、边梁与门叶面板的组合焊缝及角焊缝;三类焊缝,不属于一、二类焊缝的其它焊缝都为三类焊缝。
3.弧门止水采用橡塑复合止水橡皮。门叶上的止水螺孔与止水压板的水封螺孔在工厂配钻。
4、体形复杂的构件材料应按事先制作好的样板下料、拼装。支臂翼缘板的拼装应采用加引弧板其厚度和坡口与主材相同的对接焊缝并保证焊透。
5、铰链、铰座为ZG310-570,其毛坯必须进行人工时效处理,化学成分和机械性能应满足GB3077的要求并按有关规定进行超声波探伤检查。
6、支铰轴为40Cr,调质处理,表面镀铬,化学成分和机械性能应满足GB3077的要求,并按有关规定进行超声波探伤检查。
7、支铰轴承必须采用高承载、低摩阻、长寿命的铜基镶嵌自润滑关节轴承。轴径Φ560mm,额定静载≥58700kN,额定动载≥33800kN自润滑摩擦系数≤0.12,使用寿命≥50年。要求轴承供货商必须具有生产轴径Φ560mm及以上的弧门支铰轴承业绩且良好运行5个工程以上。
8、弧形闸门按GB/T14173-2008规定,出厂前应进行整体组装,其检查部位和偏差应符合GB/T14173-2008的有关规定。检查合格后,应在组合处打上明显的标记和编号,并焊上定位板。
弧形钢制闸门安装及调试
1﹑设备到现场后应对照送货单单独检验闸门是否完整,有无损坏。
2﹑检查闸门安装位置及土建尺寸是否与图纸相符。
3﹑安装时必须分四部分安装

弧形钢制闸门的安装
首先门框的安装:安装前,先与预埋钢板焊接固定,此时门框两侧须平行且应与底框及上部框架垂直,门框安装好后进行二次浇注,二次浇注一定要封实,不能有渗水现象,待混凝土养护后方可使用。门框安装时应保证导轨面在铅垂线上,其倾斜度不大于1//1000。保证其平面度及对角线误差不超过标准规定。
4.1 门框安装好后,同时清除门框中杂物,以免影响门叶的安装。特别是密封面上不得有其它杂物。 4.2 门体安装应注意对角线误差。 4.3 然后安装启闭机机座,安装时注意平面度。 4.4 安装时应检测闸板与闸门框之间的密封圈间隙,闸门最大正向工作水头时,密封泄露小于1.25L/min
5﹑启闭机的安装方法:启闭机固定其位置时,先将启闭机的螺杆孔中心与闸门轴心调整到一直线上,然后将丝杆插入闸门吊耳,再用穿销连接,使两者位于同一铅垂线上,再将启闭机上的链接钢板与机座用螺栓或焊接来固定。
6﹑启闭机的丝杆与闸门连接后,检查各部位是否全部安装到位,方可适用启闭机,在一般情况下,启动如不灵活,可微调连接板的位置,感觉轻松灵活后方可固定。
7﹑驱动装置手电两用,灵敏可靠,手动时,在操作手轮时首先调节手柄板到手动位置,然后旋转手轮或直接作输出轴转动,从而实现闸门启闭动作,此时电路切断,不可进行电动操作;在电机驱动时,手轮不可旋转,所有结合面的密封处没有渗漏,并观察其手动装置及自动复位功能是否到位。
8﹑指示式开度计和双向过力矩开关绝对可靠,开度指示仪的表盘刻度为百分比。其动作数值在实际使用中进行调整,闸门的启闭度控制也应在调试时根据实际使用情况进行调整.
9﹑手轮上标明开闭方向,手轮顺时旋转为关闭闸门,人工操作力不大于150N。
10﹑电动启闭装置的电机最大转矩应大于额定转矩的3倍,驱动电机的连续转动时间不得低于15分钟。
11﹑闸门结构形式便于维修检查,能满足室外安装使用要求。
12﹑电动闸门就地控制设备能将闸门的位置信号传送到PLC。
13﹑闸门启闭速度应不大于0.5m/min。14﹑闸门的全开﹑全闭位置信号﹑过载报警信号送至控制系统。闸门的控制有手动和自动两种模式,由闸门控制箱面板上的模式转换开关来选择,模式转换开关的状态反馈给控制系统。 (1) 手动模式:选择开关设在机体上,操作人员可在现场手动﹑电动开关闸门。 (2) 自动模式:现场电控柜配置有向中心控制式传输状态信号的接口和接受中控制室遥控的信号接口。
编辑总结:以上就是弧形钢制闸门的制作工艺,弧形钢制闸门安装及调试的相关介绍,希望能够帮助到有这方面需求的朋友们!如需了解更多的相关资讯,请继续关注我们网站。后续将呈现更多精彩内容哦!
关键词:
相关家居装修设计
弧形钢制闸门的制作工艺 弧形钢制闸门安装及调试
寄木细工——传统艺术品的精湛工艺
贝尔地板A1系列强化地板——前所未见的惊艳之作
5500-6500元/延米整体橱柜 好产品更精细
贝尔地板A1系列 用每一处细节诠释惊艳
贝尔地板A1系列——用每一处细节诠释惊艳
攻略:智选橱柜产品 五种理想橱柜布局方式
洁利来:理性选择进口净水器 适合的才是最好的
洁利来:理性选择进口净水器,适合的才是最好的
【生活美学】王心宴:经典VS时尚 跨界家具的诱惑









